








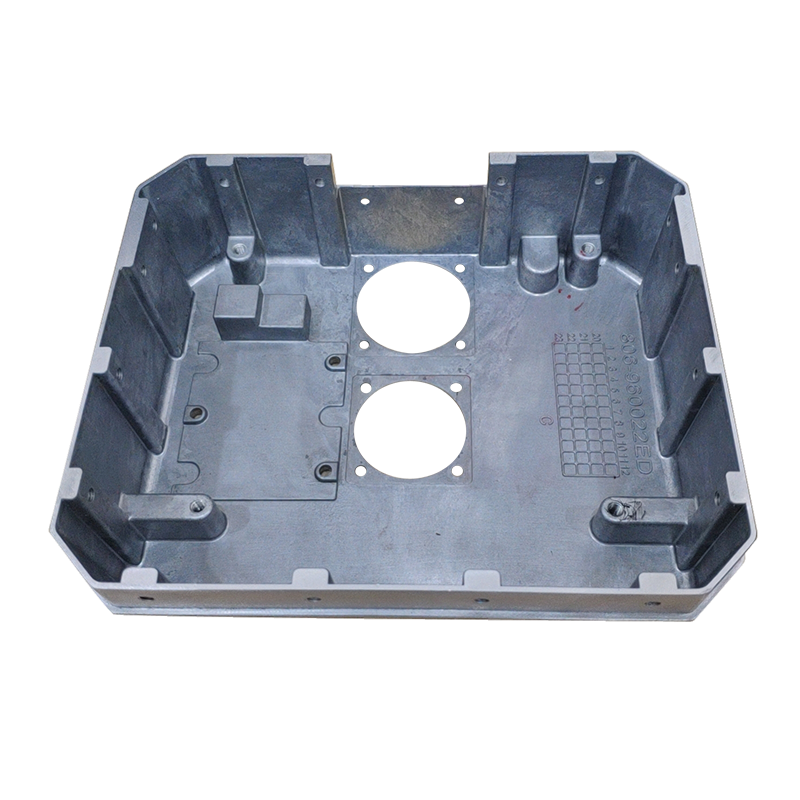
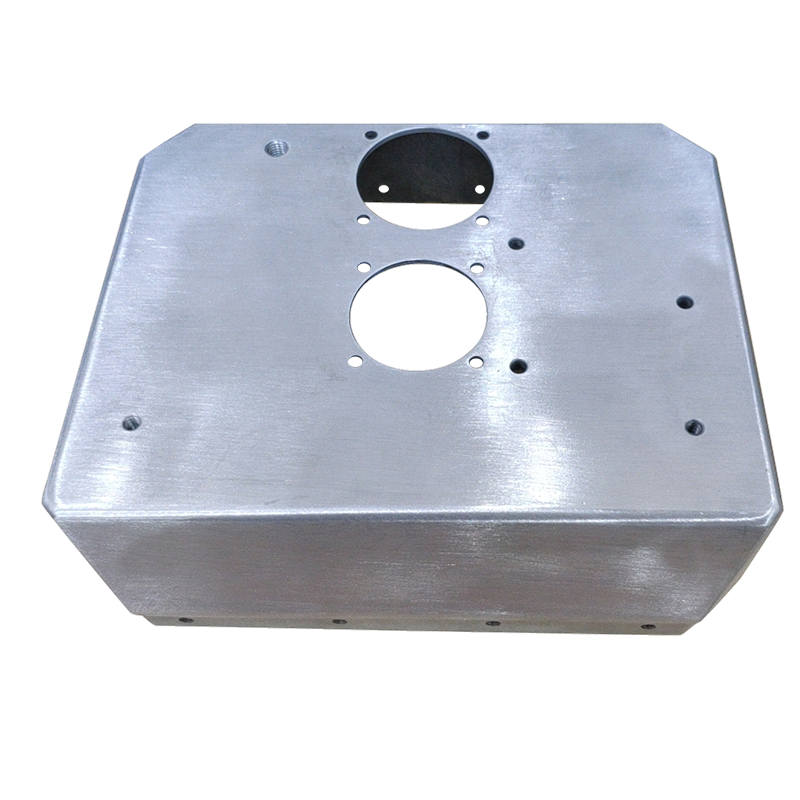
Zadnji pokrov električne omarice iz aluminijastega litja
Specifikacije
Kingrun Technology je vaš celovit vir za litje. Naše storitve vključujejo:
Načrtovanje in izdelava kalupov
Aluminijasto tlačno litje od 0,5 kg do 8 kg, največja velikost 1000 * 800 * 500 mm
Končna obdelava ulitkov z najsodobnejšo CNC obdelavo
Površinska obdelava, vključno z odstranjevanjem robov, poliranjem, konverzacijskim premazom, prašnim premazom itd.
Montaža in paket: Škatla, paleta, škatla, leseni zaboji itd., prilagojeni zahtevam strank.
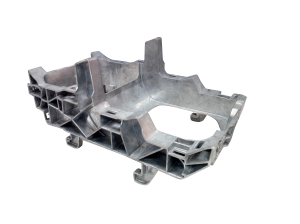
Projekti Kingrun pokrivajo širok in raznolik spekter, vključno z:
Telekomunikacijski izdelki 5G
Potrošniška elektronika
Avtomobilske komponente
Razsvetljava

Orodja za načrtovanje in simulacijo
● PRO-E, Solid Works, UG ali prevajalci po potrebi.
● Svetovanje pri oblikovanju ulitkov.
● Flow3D, Castflow, za simulacijo toka in toplote.
● Izdelava prototipov v mehkih kalupih ali alternativnih postopkih litja.
● Analiza in načrtovanje zapornic za optimalen pretok in lastnosti
● Postopek notranjega pregleda za oblikovalske odločitve in načrtovanje.
● Izbira zlitine glede na zahteve glede lastnosti.
● Zasnova, povezana z zahtevami glede delnih nepremičnin.
Pregled končnih izdelkov
Preverite dimenzije s čeljustmi, višinskim merilom in koordinatnim merilnim strojem (KMS).
100-odstotni termični preizkus z avtomatsko linijo za termično testiranje za zagotovitev delovanja
Vizualni pregled se izvede za preverjanje odsotnosti kozmetičnih napak.
Stranki so vedno na voljo FAI, RoHS in SGS
Pogosta vprašanja o postopku tlačnega litja
Kaj je litje v hladni komori?
Hladna komora se nanaša na relativno temperaturo brizgalnega mehanizma. Pri postopku s hladno komoro se kovina tali v zunanji peči in se transportira do brizgalnega mehanizma, ko je stroj pripravljen za izdelavo ulitka. Ker je treba kovino prenesti v brizgalni mehanizem, so proizvodne stopnje običajno nižje kot pri postopku s toplo komoro. Aluminij, baker, nekaj magnezija in cinkove zlitine z visoko vsebnostjo aluminija se proizvajajo s postopkom tlačnega litja v hladni komori.
Katere so dobre prakse načrtovanja za tlačno lite dele?
• Debelina stene – Ulitki pod tlakom imajo prednost enakomerne debeline stene.
• Vpih – Za izvlečenje ulitka iz kalupa je potreben zadosten vpih.
• Zaobljenja – Vsi robovi in vogali morajo imeti zaobljenje/polmer.
Kategorije izdelkov
-
Aluminijasta osnova za tlačno litje pod visokim tlakom za avto...
-

Podstavek in pokrov ohišja zunanje enote iz litega aluminija
-

Podstavek za naslone za roke iz litega aluminija, izdelan iz visokotlačne ...
-
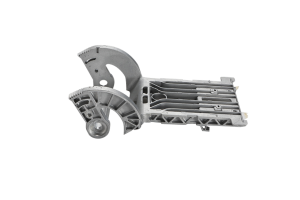
Podstavek za naslone za roke iz litega aluminija s ...
-

Aluminijasta osnova in pokrov iz FEM materiala za brezžično mikrovalovno pečico
-

Aluminijasta osnova in pokrov za 5G zunanjo ...




